74  5 Assi
5 Assi
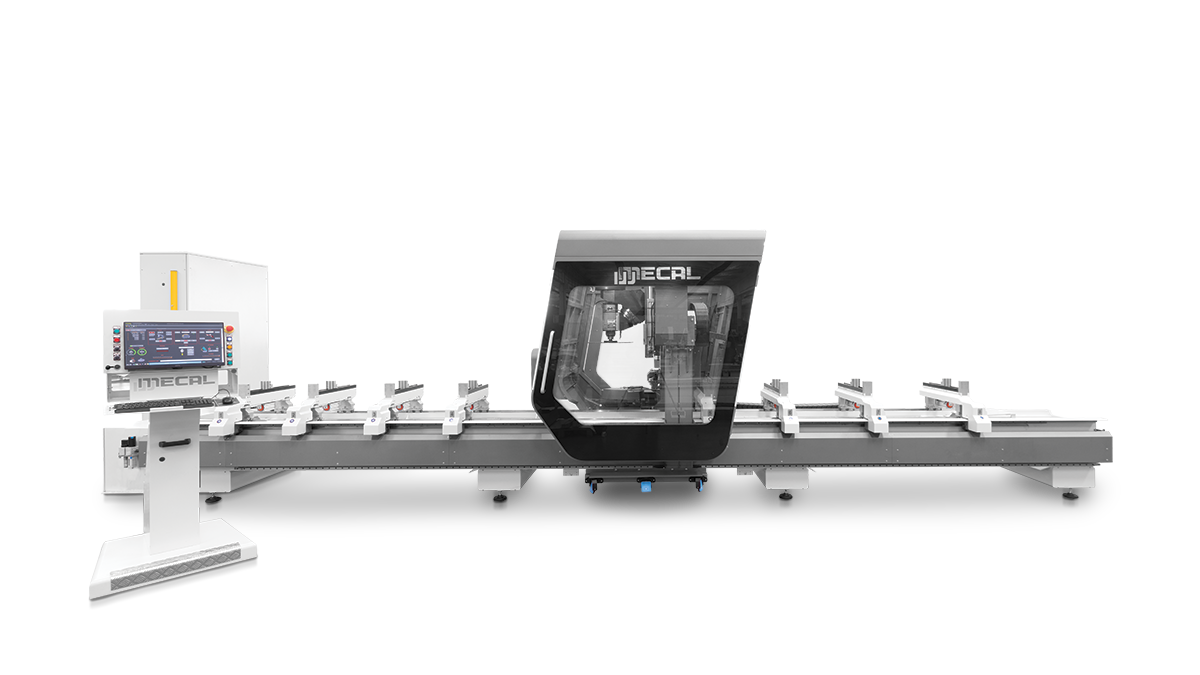
MC 304 Ariel 5A MTS
Centro di lavoro a 5 assi per la lavorazione e il taglio di profili in alluminio, leghe leggere e lavorazioni su acciaio.

Dettagli
Centro di lavoro verticale a portale mobile a 5 assi CNC con CN Mitsubishi C80, dotato di morse motorizzate a CN per il posizionamento automatico e simultaneo delle morse e ciclo taglia e separa (Mdt) con accuratezza di pochi centesimi di mm, nonchè Mam, movimento autoamtico morse durante la lavorazione e ciclo Mab, lavorazioni e taglio passo passo. Progettato per fresatura, foratura, filettatura e taglio su 5 facce di profili in alluminio, leghe leggere e pvc e lavorazioni su acciaio, garantisce elevata precisione e flessibilità operativa. Ideale per l'estruso in alluminio strutturale e facciate.
Numero di assi
- 5 Assi
Materiali lavorabili
- Alluminio
- Acciaio









